Per Pidielle S.p.A. l'haircare diventa 4.0 con FLEX
22-05-2018
Fondata nel 1970, Pidielle S.p.A. è una società specializzata nell’ideazione, formulazione e fabbricazione di prodotti professionali per capelli destinati a distributori e saloni sia esteri, sia domestici.
L’azienda è strutturata e organizzata per coprire l’intero processo di fornitura, dalla progettazione alla formulazione e produzione, passando attraverso le fasi di sviluppo prodotto, prototipazione e industrializzazione di prodotti. Pidielle S.p.A. si propone sul mercato come fornitore completo di prodotti cosmetici per parrucchieri attraverso i suoi brand:
Per ottimizzare i propri processi di produzione e migliorare ulteriormente il servizio al cliente finale, Pidielle S.p.A. ha avviato con Tecnest un progetto per affiancare all’ERP aziendale la soluzione software FLEX APS e MES a supporto dei processi di pianificazione, gestione e controllo della produzione.
Gestire la complessità della produzione di sedie: il caso Arbor su Logistica Management
18.12.2017 Articolo Logistica Management
Anche se a occhi meno esperti può sembrare un elemento di arredamento piuttosto semplice, la sedia è un prodotto complesso da realizzare a causa della numerosità dei componenti e delle variabili da gestire, uniti all'obsolescenza data dai dettami del design e della moda.
La pianificazione della produzione e delle risorse necessarie per la realizzazione di una sedia risulta infatti un'attività piuttosto complessa. Un contesto che Arbor, azienda di S. Giovanni al Natisone (UD) specializzata dal 1961 nella produzione di sedie, tavoli e complementi d'arredo, conosce molto bene.
Per ottimizzare il processo di pianificazione e ottenere date di consegna più precise, l'azienda ha deciso di introdurre uno strumento di pianificazione e schedulazione della produzione e ha scelto Tecnest quale partner ideale per realizzare questo progetto.
Nell'articolo pubblicato su Logistica Management di dicembre 2017 viene illustrato il progetto di implementazione del software J-Flex APS in Arbor per la gestione integrata delle commesse a gruppi di articoli con varianti e la gestione degli skill della manodopera per specifiche lavorazioni.
Come eliminare i colli di bottiglia e dare un nuovo ritmo alla produzione: il caso Rivacold
27.11.2017 Comunicato Stampa
Una vera e propria rivoluzione nella gestione della produzione il gruppo marchigiano della refrigerazione Rivacold che il 16 novembre a Lazise ha raccontato il progetto sviluppato con Tecnest per dare un nuovo battito alla produzione, superare i colli di bottiglia e avere sempre sotto controllo il flusso produttivo.
Rivacold 5: il cuore pulsante del processo produttivo
Con 1200 dipendenti, 7 divisioni in Italia e 4 filiali a livello internazionale, Rivacold, società del gruppo VAG specializzata da oltre 50 anni nella produzione di impianti e componenti per la refrigerazione, in particolare gruppi frigoriferi, scambiatori di calore e sistemi per il trasporto refrigerato, aveva la necessità di mettere mano al proprio cuore produttivo. Lo stabilimento cosiddetto Rivacold 5, definito come il cuore pulsante dell’intera produzione, presentava due fasi critiche: la pressatura e la mandrinatura.
Due particolari lavorazioni che, a causa dei lunghi tempi per l’attrezzaggio delle macchine, rappresentavano due veri e propri colli di bottiglia per il processo produttivo. Allo stesso tempo vi erano difficoltà nel definire una data precisa di consegna al cliente e nel fare valutazioni precise sul carico nel medio e breve periodo. La sequenziazione e l’assegnazione degli ordini agli operatori venivano lasciate nelle mani dei capireparto che seguivano logiche di ottimizzazione basate soprattutto sull’esperienza, senza avere una visione globale e sistemica della produzione.
«Avevamo la necessità di migliorare la precisione delle date di consegna e ottimizzare il piano schedulato tenendo conto dei vincoli produttivi e minimizzando i tempi di attrezzaggio delle macchine», ricorda Davide Benatti, Analista IT e Project manager del Gruppo Rivacold. «A questa necessità si aggiungeva quella di avere sotto controllo la produzione in tempo reale, individuare eventuali criticità in termini di mancato rispetto delle date di consegna o di variazione nelle forniture e quindi intervenire tempestivamente con azioni correttive». Per rispondere a queste esigenze è stato necessario analizzare i processi di produzione di Rivacold 5, in modo tale da ottenere dei dati che replicassero in modo fedele il processo, individuare le criticità e formalizzare i vincoli.
J-Flex: un nuovo battito alla produzione
Partendo da questa analisi, il progetto sviluppato con Tecnest è arrivato a individuare il giusto ritmo della produzione, un battito che permettesse di rispettare le date di consegna richieste senza affaticare eccessivamente il cuore produttivo di Rivacold e di verificarne ogni attività. «Siamo intervenuti con l’implementazione del nostro sistema J-Flex APS per la pianificazione e la schedulazione della produzione e J-Flex MES per la raccolta dei dati, l’avanzamento della produzione e la consuntivazione in reparto», spiega Alberto De Faveri, Senior Supply Chain Consultant e Project manager di Tecnest. «Con il primo siamo andati a dare il ritmo della produzione partendo proprio da quelle che erano le fasi critiche dei reparti. Il secondo ha permesso di avere visibilità e controllo del processo grazie alla raccolta dati in tempo reale, alla gestione degli avanzamenti e delle attività produttive in reparto».
Partito nel mese di settembre 2017, il progetto sta già dando i suoi frutti. «A distanza di poche settimane dall’implementazione del sistema J-Flex abbiamo riscontrato benefici in termini sia di ottimizzazione del piano schedulato e di rispetto delle date di consegna, sia di visibilità e controllo sulla produzione. Oggi siamo in grado di fare valutazioni sul piano grazie alle simulazioni what-if proposte dal sistema, per capire quale sia la strategia produttiva migliore in base al carico produttivo del momento. È anche migliorata la reattività nella gestione delle criticità produttive in caso di urgenze e imprevisti», conclude Benatti. «Nel frattempo la partnership con Tecnest cresce e ci siamo affidati a loro per estendere la schedulazione e per un nuovo progetto di Sales & Operations Planning su tutti gli stabilimenti del gruppo Rivacold al fine di aiutarci a migliorare la pianificazione delle risorse - produttive, commerciali e logistiche - nel medio-lungo periodo».
Rivacold 5 - la schedulazione che ottimizza gli attrezzaggi ed elimina i colli di bottiglia
Un progetto di schedulazione della produzione e MES realizzato per migliorare la datazione degli ordini e ottimizzare il piano schedulato, ridurre i tempi di attrezzaggio delle macchine, reagire in tempo reale sui cambiamenti nell’area produttiva, migliorare l’efficienza dello stabilimento al cuore del processo produttivo di una delle più importanti aziende italiane nel settore della refrigerazione.
L'azienda e il contesto produttivo
Rivacold è un'azienda specializzata nella costruzione di impianti e gruppi per la refrigerazione che si dividono in 3 principali linee di prodotto:
Gruppi Frigoriferi: unità di potenza, unità condensatrici aperte e carenate, gruppi monoblocco e split, centrali frigorifere multicompressore e sistemi integrati
Scambiatori di calore: condensatori compatti e ventilati, evaporatori statici, evaporatori ventilati
Trasporto refrigerato: gruppi refrigerati a batteria e trazione diretta.
L'ampia gamma di prodotti si sviluppa in versioni standard e a disegno del cliente in diverse applicazioni dedicate ai seguenti mercati Ho.Re.Ca., vending GDO, agro-alimentare, medicale e farmaceutico.
Nell’ambito del processo produttivo di Rivacold costituisce un nodo centrale lo stabilimento chiamato “Rivacold 5”, dedicato alla produzione di pacchi batteria e componenti per le altre divisioni dell’azienda.
Tale stabilimento si trova al cuore del processo produttivo di Rivacold e risulta critico in particolare a causa delle macchine presenti (presse, saldatrici e mandrinatrici) che possono richiedere fino a un’ora di tempo per l’attrezzaggio.
A causa di questi lunghi tempi di attrezzaggio, lo stabilimento Rivacold 5 rappresentava un collo di bottiglia per l’intero processo produttivo. Lo stabilimento è suddiviso in due reparti, in uno di questi la fase che determina il ritmo produttivo e dà il battito alla produzione, è quella di pressatura, nell’altro la fase critica è la mandrinatura.
Inoltre il processo di programmazione e schedulazione della produzione gestito da Rivacold tramite l’MRP del gestionale AS400 ed Excel, presentava alcuni limiti. In particolare si riscontravano difficoltà nel definire una data precisa di consegna al cliente e nel fare valutazioni precise sul carico nel medio e nel breve periodo. Gli ordini stampati e rilasciati venivano sequenziati ed assegnati alle risorse dai capireparto con logiche di ottimizzazione delle macchine basate sull’esperienza, senza una visione globale degli ordini in essere.
Infine il processo di ripianificazione in caso di urgenze risultava molto dispendioso e non si aveva una visione precisa dello stato di avanzamento dei vari ordini.
Il progetto
Sulla base di queste considerazioni il management di Rivacold ha deciso di implementare una soluzione APS e MES con il supporto di Tecnest per migliorare i processi di schedulazione e avanzamento della produzione.
Con il progetto affidato a Tecnest, Rivacold si era posta l’obiettivo di migliorare il processo di datazione degli ordini e ottimizzare il piano schedulato al fine di rispettare il piano di consegna e minimizzare gli attrezzaggi.
L’introduzione di un sistema di Advanced Planning & Scheduling doveva aiutare ad automatizzare il processo di pianificazione di medio e lungo periodo, minimizzando le attività di modifica manuale del piano rilasciato e dare la possibilità di modificare il piano effettuando valutazioni simulative “what-if”.
Un’altra esigenza era quella di poter individuare per tempo le criticità produttive, in termini di mancato rispetto delle date di consegna al cliente, di variazione delle forniture (esterne o interne alla Rivacold) che costituiscono un vincolo per l’avvio delle attività e di variazione delle giacenze. In reparto era inoltre importante avere a disposizione il piano schedulato in tempo reale, visualizzare disegni tecnici direttamente a bordo macchina, raccogliere i tempi consuntivati sulle risorse macchina e manodopera al fine di verificare l’efficienza e analizzare la bontà dei tempi preventivi e avere una visualizzazione in tempi rapidi dello stato di avanzamento dei singoli ordini produttivi
In una prima fase di progetto è stata fatta un’analisi dei processi di Rivacold 5, in particolare lo studio dell’albero delle risorse (macchine, gruppi macchina, centri di lavoro), la revisione dei cicliper fornire allo schedulatore dati che replicassero in modo fedele il processo produttivo e la formalizzazione dei vincoli di processo (matrici di set-up).
Nel gestire il processo di schedulazione in Rivacold 5 ci si è concentrati sull’ottimizzazione delle fasi critiche che determinano il ritmo produttivo nei due diversi reparti. In un caso la fase critica è quella di pressatura, nell’altro è la fase di mandrinatura.
[...]
Scarica e leggi il case history completo dall'area download
Aria nuova in Rivacold: la schedulazione organizza gli attrezzaggi ed elimina i colli di bottiglia del processo produttivo
16-11-2017
Il 16 novembre 2017 alle 12.30 al Global Logistics & Manufacturing Summit di Lazise (VR) Tecnest presenta il case history del progetto svolto in Rivacold che ha permesso di ridurre i tempi di attrezzaggio delle macchine e migliorare le performance produttive e l’efficienza dei processi.
Rivacold è una realtà industriale di riferimento nella produzione e distribuzione di componenti e prodotti per la refrigerazione, in particolare gruppi frigoriferi, scambiatori di calore e sistemi di trasporto refrigerato. Fondata nel 1966 con sede principale a Vallefoglia (PU), oggi Rivacold è parte del gruppo VAG con 7 divisioni, 5 filiali nel mondo e una rete capillare di vendita sia in ambito nazionale che internazionale. L'ampia gamma di prodotti si sviluppa in versioni standard e a disegno del cliente in diverse applicazioni dedicate ai mercati Ho.Re.Ca., vending, GDO, agro-alimentare, medicale e farmaceutico.
Nell’ambito di un processo di ottimizzazione e di miglioramento dell’efficienza dei processi produttivi, il management di Rivacold ha deciso di intervenire, con il supporto di Tecnest, in primo luogo sullo stabilimento “Rivacold 5”, dedicato alla produzione di pacchi batteria e componenti per le altre divisioni dell’azienda. Tale stabilimento si trova al cuore del processo produttivo di Rivacold e risulta critico in particolare a causa dei lunghi tempi di attrezzaggio delle macchine (fino a un’ora) rappresentando un potenziale collo di bottiglia per l’intera produzione.
Alberto De Faveri (Tecnest) e Davide Benatti (Rivacold) presentano caratteristiche e risultati del progetto di schedulazione della produzione e MES realizzato in “Rivacold 5” con l’obiettivo di ridurre i tempi di attrezzaggio delle macchine, reagire in tempo reale sui cambiamenti nell’area produttiva, migliorare l’analisi dei dati e la presa di decisione e, in generale, migliorare le performance produttive e l’efficienza dei processi.
Quando:
L'intervento di Tecnest è in programma il 16 novembre 2017 dalle ore 12.30 alle 13.00
J-Flex per l'Industria delle Macchine Movimento Terra
Gestire la produzione su commessa programmando in modo efficace la disponibilità dei materiali e le date di consegna
Le aziende produttrici di macchine movimento terra, fanno parte di un settore industriale, quello delle macchine e impianti, caratterizzato da una forte variabilità della domanda di prodotti finiti (ampia gamma, lotti piccoli, elevata customizzazione) e in cui la logica di risposta al mercato è generalmente di tipo MTO Make To Order o ATO Assembly To Order (produzione su commessa).
In questo contesto i fattori critici di successo per competere sul mercato diventano, da un lato, l'innovazione di prodotto e, dall'altro, e il servizio al cliente in termini di flessibilità degli ordini e tempestività delle consegne.
In un tessuto così complesso diventa fondamentale operare un'attenta programmazione della produzione, con particolare attenzione alla gestione dei materiali, siano essi funzionali alla produzione interna che alla realizzazione dei piani in subfornitura (conto lavoro).
Inoltre, in un contesto caratterizzato da un elevato numero di livelli di distinta, cicli di produzione articolati, numerosità dei componenti elevata e fortemente orientato a seguire le specifiche esigenze del cliente, la corretta definizione dei dati tecnici è in molti casi un ulteriore importante fattore per garantire il successo dell’intera filiera produttiva.
All'interno delle soluzioni APS (Advanced Planning & Scheduling) e MES (Manufacturing Execution System) della suite proprietaria J-Flex, Tecnest ha elaborato funzionalità specifiche per rispondere alle particolari esigenze delle aziende produttrici di Macchine Movimento Terra al fine di ottenere un vantaggio competitivo sul mercato.
Programmazione della produzione: datazione ordini cliente, elaborazione fabbisogni e gestione dei materiali
Funzionalità per l'analisi di evadibilitàdella domanda condotta con logiche ATP/CTP. Grazie all'approccio “Concurrent Planning” di J-Flex l'analisi degli ordini di vendita confermati e previsionali non si riduce alla corretta datazione delle richieste cliente ma permette l’elaborazione dei fabbisogni per tutti i livelli di distinta e una contestuale verifica e pianificazione del carico sui reparti produttivi.
Ambiente MRP per la gestione dell'approvvigionamento delle materie prime e dei semilavorati a partire da configurazioni diverse della domanda indipendente (previsioni o impegni produttivi derivati dal mondo ATP), con orizzonti di pianificazione spesso molto diversi.
Gestione dei materiali con approccio sinergico tra il motore APS e i moduli di gestione del magazzino (WMS) dove i processi di pianificazione e/o schedulazione definiscono il timing dei fabbisogni mentre la gestione dei magazzini (con l’ausilio di palmari a supporto dell’operatività) ne garantiscono la movimentazione in accordo con il piano dandone visibilità in tempo reale.
Gestione dati tecnici a varianti
Funzionalità per la completa gestione dei dati tecnici a varianti: attraverso il configuratore tecnico e commerciale J-Flex PSC, il sistema è in grado di generare l’offerta commerciale per il cliente in accordo con il processo di produzione aziendale, e di fornire, in seconda analisi, la struttura dei dati tecnici funzionale alla realizzazione del prodotto finito effettivamente acquistato.
Monitoraggio dei costi di commessa
Funzionalità per la gestione e l'ottimizzazione dei costi di commessa, abbinate ad uno strumento di consuntivazione per il monitoraggio degli stessi. Si avvale inoltre di funzionalità per la definizione dei costi preventivi del prodotto.
Alcune referenze J-Flex nel settore delle Macchine Movimento Terra:
SICMA S.p.A. - Produzione di macchine per l'agricoltura - Miglianico (CH)
VTN EUROPE S.p.A. - Attrezzature per il movimento terra, la frantumazione e il riciclaggio - Cagnano di Poiana Maggiore (VI)
HINOWA - Macchine agricole - Nogara (VR)
MOTORI MINARELLI S.p.A. (Gruppo Yamaha) - Motori a scoppio, ricambi per cicli - Calderara di Reno (BO)
Arbor Srl: date di consegna più precise e processi ottimizzati
Una soluzione di pianificazione e schedulazione della produzione per gestire le particolarità del processo di produzione di sedie e complementi di arredo in legno: dalla gestione integrata delle commesse a gruppi di articoli con varianti alla gestione degli skill della manodopera per specifiche lavorazioni.
L'azienda
Arbor è un’azienda specializzata fin dal 1961 nella produzione di sedie, tavoli e complementi d’arredo su capitolato del cliente.
Sedie, sgabelli, panche, tavoli, complementi d’arredo in legno massello in molteplici essenze, in multistrato, impiallacciati, con fusto anche in metallo o in plastica, grezzi, verniciati od oliati, con rivestimento in tessuto o in pelle è la composita combinazione di prodotti e materiali a disposizione dei clienti ARBOR.
Elemento distintivo di Arbor è inoltre la capacità di ricerca e sviluppo, potenziata dalle costanti collaborazioni con istituti di ricerca e unita al servizio dedicato a ogni commessa.
Con sede a San Giovanni al Natisone (UD), Arbor conta oggi 47 dipendenti per 8 milioni di euro di fatturato.
Il contesto di riferimento
La complessità del processo produttivo di Arbor, specializzata fin dal 1961 nella produzione di sedie, tavoli e complementi d’arredo su capitolato del cliente, è data dalla numerosità dei componenti, dall’estrema variabilità dei prodotti che vengono rinnovati continuamente e da lotti di produzione sempre più piccoli.
La logica di risposta al mercato di Arbor è di tipo Make To Order: all’arrivo dell’ordine cliente vengono impegnati i materiali e vengono effettuate le operazioni di produzione dei diversi componenti della sedia e le successive fasi di assemblaggio, finitura, verniciatura e tutte le altre lavorazioni aggiuntive. Il processo di produzione di Arbor prevede la gestione integrata di un gruppo di articoli con diverse varianti all’interno di un unico ordine di produzione. Gli articoli all’interno dello stesso gruppo hanno alcuni componenti in comune e alcune varianti che li differenziano (es. presenza di braccioli, materiali, ecc.).
Un'altra caratteristica distintiva del processo produttivo di Arbor è la presenza di centri di lavoro, in particolare le macchine a controllo numerico, che, da un lato, hanno una gestione della manodopera a turni e dall’altro, necessitano di personale specializzato con competenze specifiche.
In questo contesto, la pianificazione della produzione e delle risorse risultava un’attività piuttosto complessa. Inoltre, non avendo visibilità sulla situazione in reparto e sugli ordini di produzione, vi era una scarsa percezione del carico di lavoro con una conseguente difficoltà a rispettare le date di consegna.
La soluzione
Per far fronte alle esigenze di Arbor è stato implementato il sistema di pianificazione e schedulazione a capacità finita J-Flex APS. Come prima cosa è stato analizzato il processo di lavorazione dei singoli prodotti, in seguito è stato formulato un modello produttivo atto a ottimizzare le attività dei reparti, tenendo conto della gestione di commessa a gruppi di articoli appartenenti alla stessa famiglia e dei vincoli legati ai turni e agli skill della manodopera. Nel momento i cui il cliente conferma l’ordine, si lancia l’ordine di produzione per il relativo gruppo di articoli.
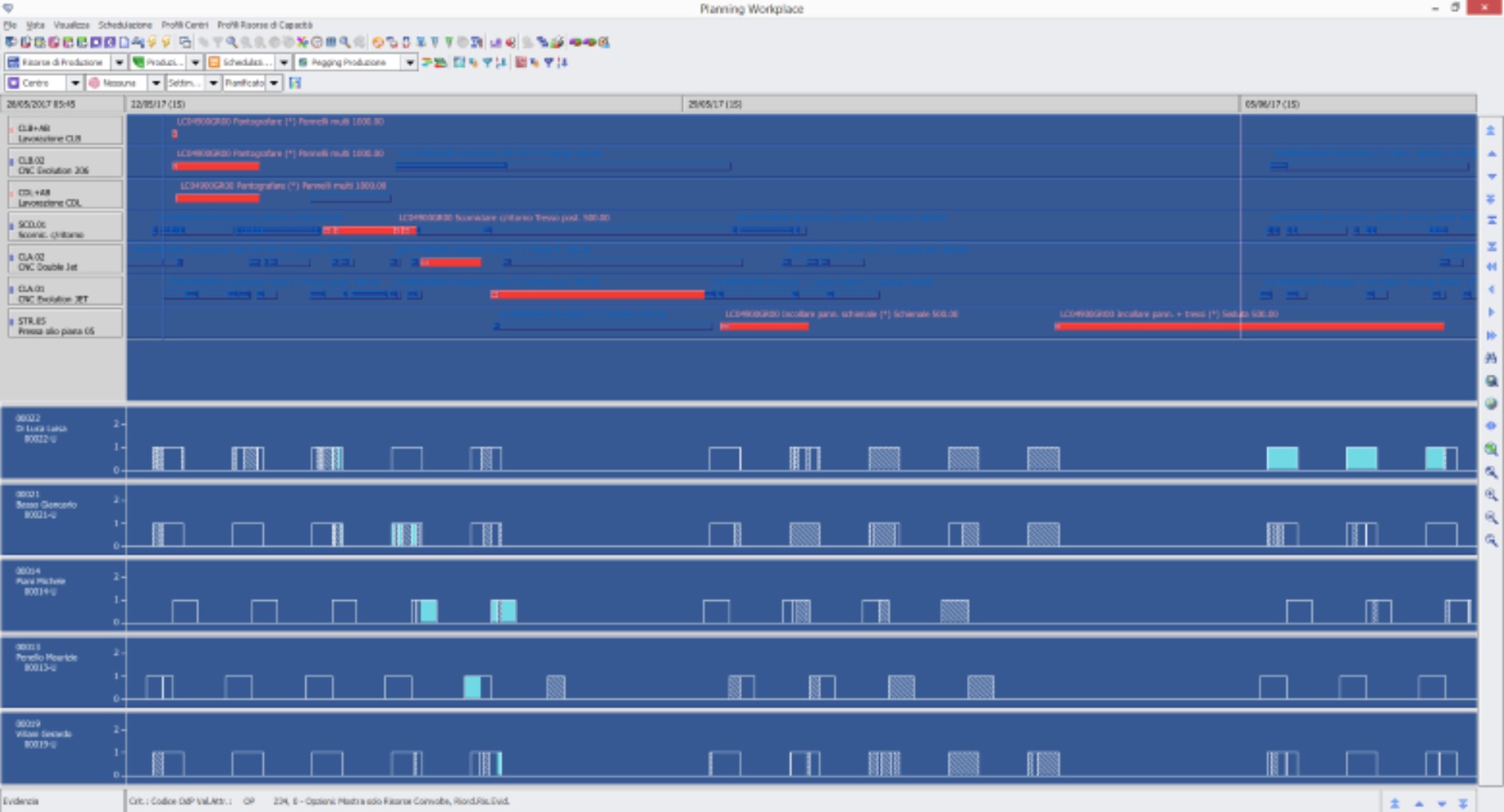
Il modello studiato da Tecnest per Arbor tiene conto della gestione integrata delle commesse a gruppi di articoli sulla base della quale a un singolo ordine di produzione corrisponde un gruppo di articoli con diverse varianti. Attraverso un’opportuna configurazione dei cicli e euristiche evolute, J-Flex pianifica l’ordine di produzione partendo dalla data presunta di arrivo dei materiali e tenendo conto delle diverse fasi di produzione necessarie per produrre gli articoli con le diverse varianti. In questo modo tutte le operazioni vengono schedulate in modo da realizzare tutti gli articoli che compongono il gruppo entro la data prevista. Le dipendenze tra le diverse fasi di lavorazione dell’ordine di produzione sono visualizzabili in forma grafica attraverso un reticolo.
(...)
La funzionalità di gestione delle risorse complementari di J-Flex, inoltre, permette di tenere sotto controllo i casi in cui la stessa lavorazione viene allocata su più turni e su risorse diverse.
Per ciascun ordine è inoltre possibile visualizzare, in forma grafica sul Gantt di produzione, il flusso operativo dell’ordine allocato sulle varie risorse e contestualmente le persone allocate su ciascuna fase di produzione.
Scarica e leggi il case history completo dall'area download
Seimila prodotti finiti diversi e 150mila componenti conosciuti per nome e cognome. Per il colosso dell’elettronica Elemaster la fabbrica 4.0 è già realtà
04.04.2017 Comunicato stampa
Grazie al progetto MES sviluppato da Tecnest, una delle maggiori società ODM-EMS in Europa ha migliorato l’efficienza e la visibilità in tempo reale sui processi di produzione
Sapere l’esatta posizione in azienda di 6mila codici di prodotto diversi, i materiali e componenti utilizzati e il tempo impiegato per la produzione di ciascuno è un po’ come conoscere per nome e cognome ogni singolo pezzo. Sono questi i risultati della fabbrica 4.0; risultati cui è approdato il progetto MES che Tecnest ha sviluppato per il colosso dell’elettronica Elemaster. Il caso è stato presentato nell’ambito dell’ultimo Global Logistics & Supply Chain Summit svoltosi a Bentivoglio (Bo).
Verso la Fabbrica 4.0: maggiore efficienza e visibilità sui processi
Grazie all’applicazione della soluzione J-FLEX MES (Manufacturing Execution System) di Tecnest, Elemaster ha migliorato l’efficienza e la visibilità sui processi. «Il lavoro svolto ci ha permesso di ottimizzare i tempi ciclo e di poter individuare i colli di bottiglia lungo il processo di produzione, così da aumentare l’efficienza, migliorare la visibilità e il controllo in tempo reale e ridurre il time to market», ha spiegato Giovanni Cogliati, Sales Manager di Elemaster, società con quartier generale a Lomagna (Lc) che con mille dipendenti e 185 milioni di fatturato è tra le maggiori società ODM-EMS in Europa. Specializzata nella progettazione, sviluppo e realizzazione sia di schede elettroniche sia di dispositivi completi, integrati con la produzione di componenti custom e la produzione di PCB, Elemaster ha in portafoglio i principali attori globali nei settori ad alto contenuto tecnologico come l’elettromedicale ed healthcare, il settore ferroviario e dei trasporti, l’avionica e la difesa, l’high-tech mobility, il settore industriale ed energy.
Gli obiettivi
La necessità era quella di ottimizzare i processi di produzione per rispondere in modo più efficace ed efficiente alle richieste del mercato. «Il recente processo di trasformazione trasversale che l’azienda ha messo in atto sia in termini di internazionalizzazione, con l’apertura degli stabilimenti in USA, India e Cina per essere più vicini ai nostri clienti, sia di rivoluzione dei sistemi informativi, ci ha portato a rivedere anche i processi di produzione per ottimizzare tempi e costi e ottenere migliore visibilità e controllo su tempi, materiali e risorse utilizzate», ha aggiunto Cogliati. «Siamo un’azienda complessa, vendiamo ogni anno più di 6 milioni di prodotti finiti divisi su circa 6mila codici-articolo diversi e gestiamo in termini di materie prime più di 150mila articoli. Per gestire tutta questa complessità e rispondere alle esigenze del mercato, oltre agli strumenti tecnici e alle competenze manageriali interne, avevamo bisogno di affidarci a un partner specializzato e a soluzioni software avanzate per la gestione dei processi di produzione.».
La soluzione
Da qui la scelta di Tecnest e l’implementazione della soluzione J-FLEX di Tecnest.
«Il progetto MES si è focalizzato sul dispatching dei piani di produzione, sulla raccolta dati in tempo reale, sulla gestione e controllo degli avanzamenti in reparto e sulla gestione della tracciabilità e della qualità. Tutto questo anche attraverso un’integrazione in real-time del nostro sistema J-FLEX con l’ERP, i sistemi di automazione, le macchine di produzione e di test di Elemaster per permettere di convogliare in tempo reale tutti i dati relativi alle quantità prodotte e ai tempi impiegati. E, in caso di errore, avvisare i responsabili per metterli nelle condizioni di intervenire con azioni correttive.» - ha spiegato Fabrizio Taboga, Project Manager di Tecnest - «Un aspetto fondamentale del progetto è la gestione della tracciabilità e rintracciabilità in produzione. Attraverso l’utilizzo di codici univoci e la definizione di opportune unità di gestione logistica dei materiali, il sistema genera legami di tracciabilità dalle materie prime al prodotto finito e viceversa, con riferimento sia ai lotti di materiale utilizzato, sia alle risorse impiegate nel processo».
I risultati
Così oggi, attraverso 200 postazioni di reparto e una cinquantina di palmari, Elemaster è in grado di conoscere l’esatta posizione di ogni singola scheda elettronica presente in azienda e quanto tempo è stato necessario per produrla.
«Un risultato - ha concluso il Sales Manager di Elemaster - che si è concretizzato in una migliore visibilità e controllo in tempo reale dei processi e in un aumento delle performance produttive, con l’eliminazione degli sprechi e la riduzione dei costi nell’ottica di un miglioramento continuo».
Elemaster verso la Fabbrica 4.0: +20% di efficienza e visibilità in tempo reale con MES, tracciabilità e visual manufacturing.
28-03-2017
Il 28 marzo 2017 alle ore alle ore 15.30 a Bentivoglio (BO) Fabrizio Taboga, Project Manager di Tecnest srl e Giovanni Cogliati, Sales Manager di Elemaster Spa presentano obiettivi, caratteristiche e risultati del progetto MES (Manufacturing Execution System) realizzato in Elemaster Group per gestire i processi di produzione con completa tracciabilità e rintracciabilità dei componenti elettronici critici e funzionalità di Visual Manufacturing per il monitoraggio e controllo dei processi.
Fondata nel 1978 e con headquarter in provincia di Lecco, Elemaster è oggi una delle più importanti società ODM-EMS (Original Design/Equipment Manufacturer) in Europa, specializzata nella progettazione, sviluppo e realizzazione sia di schede elettroniche che di dispositivi completi, integrati con la produzione di componenti custom e la produzione di PCB.
Negli ultimi anni Elemaster ha vissuto una forte crescita di mercato accompagnata da un importante processo di innovazione e trasformazione aziendale che ha visto, da un lato, l’internazionalizzazione e l’apertura di nuovi stabilimenti negli Stati Uniti, in Cina e in India, e, dall’altro, una rivoluzione dei propri sistemi informatici per migliorare l’efficienza dei processi e la pianificazione aziendale.
È in questo contesto che nasce la collaborazione con Tecnest e il progetto di implementazione del sistema J-Flex MES per la raccolta dei dati di produzione in tempo reale attraverso l’interfacciamento con le linee automatiche, la completa gestione dello shopfloor con palmari e dispositivi user friendly e dashboard di sintesi per i supervisori di reparto e la completa gestione dei legami di tracciabilità dalle materie prime al prodotto finito e viceversa.
Il 28 marzo 2017 durante il Global Logistics & Supply Chain Summit di Bentivoglio (BO), Fabrizio Taboga, Project Manager di Tecnest srl e Giovanni Cogliati, Sales Manager di Elemaster Group presentano obiettivi, caratteristiche e risultati del progetto MES(Manufacturing Execution System) realizzato in Elemaster Group
Un progetto che ha permesso ad Elemaster di migliorare la visibilità su tempi, materiali e risorse, di ottenere la completa tracciabilità e rintracciabilità di tutti i componenti elettronici critici e di ottimizzare i tempi ciclo e individuare i colli di bottiglia lungo il processo produttivo per ottenere una maggiore efficienza pari al 20%.
Quando:
L'intervento di Tecnest è in programma il 28 marzo 2017 dalle ore 15.30 alle 16.00
Elemaster punta all’Industry 4.0. Il primo passo è il sistema MES
21.12.2016
Fondata nel 1978, Elemaster è diventata una delle più importanti società ODM-EMS in Europa. Oggi Elemaster è il punto di riferimento per lo sviluppo competitivo dei propri clienti, attraverso i suoi servizi di
design, engineering e realizzazione sia di schede elettroniche sia di dispositivi completi, integrati con la produzione di componenti custom e la produzione di PCB.
Nel corso del 2015 Elemaster è cresciuta raggiungendo un fatturato consolidato di circa 185 milioni di euro, e oggi impiega mille persone nel mondo.
L’azienda ha sempre adottato una politica di investimenti per il futuro e in questi ultimi anni sta vivendo un processo di trasformazione trasversale che parte dall’internalizzazione alla trasformazione dei propri sistemi informatici.
Nell'intervista di Sistemi & Impresa pubblicata sul numero di dicembre 2016, Luca Ceppi, Facility Manager e CIO di Elemaster, illustra i cambiamenti in corso in termini di internazionalizzazione e informatizzazione dei processi produttivi, a partire dal progetto di implementazione del software J-Flex MES di Tecnest per la gestione della tracciabilità e il monitoraggio della produzione.
L'efficienza in produzione è aumentata del 20% grazie all'ottimizzazione dei tempi ciclo e all'individuazione dei colli di bottiglia lungo il processo. La soluzione J-Flex per la tracciabilità di prodotto e processo ha inoltre permesso all'azienda di avere visibilità su tempi, materiali e risorse utilizzate per realizzare ciascun prodotto, capire esattamente dove questo è ubicato e risalire alla fonte di eventuali problemi segnalati a ogni livello della filiera produttiva.
 Fondata nel 1970,
Fondata nel 1970, 




 L'ampia gamma di prodotti si sviluppa in versioni standard e a disegno del cliente in diverse applicazioni dedicate ai seguenti mercati Ho.Re.Ca., vending GDO, agro-alimentare, medicale e farmaceutico.
L'ampia gamma di prodotti si sviluppa in versioni standard e a disegno del cliente in diverse applicazioni dedicate ai seguenti mercati Ho.Re.Ca., vending GDO, agro-alimentare, medicale e farmaceutico.

 Le aziende produttrici di macchine movimento terra, fanno parte di un settore industriale, quello delle macchine e impianti, caratterizzato da una forte variabilità della domanda di prodotti finiti (ampia gamma, lotti piccoli, elevata customizzazione) e in cui la logica di risposta al mercato è generalmente di tipo MTO Make To Order o ATO Assembly To Order (produzione su commessa).
Le aziende produttrici di macchine movimento terra, fanno parte di un settore industriale, quello delle macchine e impianti, caratterizzato da una forte variabilità della domanda di prodotti finiti (ampia gamma, lotti piccoli, elevata customizzazione) e in cui la logica di risposta al mercato è generalmente di tipo MTO Make To Order o ATO Assembly To Order (produzione su commessa).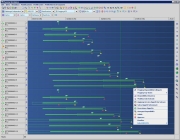 Funzionalità per l'analisi di evadibilità della domanda condotta con logiche ATP/CTP. Grazie all'approccio “Concurrent Planning” di J-Flex l'analisi degli ordini di vendita confermati e previsionali non si riduce alla corretta datazione delle richieste cliente ma permette l’elaborazione dei fabbisogni per tutti i livelli di distinta e una contestuale verifica e pianificazione del carico sui reparti produttivi.
Funzionalità per l'analisi di evadibilità della domanda condotta con logiche ATP/CTP. Grazie all'approccio “Concurrent Planning” di J-Flex l'analisi degli ordini di vendita confermati e previsionali non si riduce alla corretta datazione delle richieste cliente ma permette l’elaborazione dei fabbisogni per tutti i livelli di distinta e una contestuale verifica e pianificazione del carico sui reparti produttivi. Funzionalità per la completa gestione dei dati tecnici a varianti: attraverso il configuratore tecnico e commerciale J-Flex PSC, il sistema è in grado di generare l’offerta commerciale per il cliente in accordo con il processo di produzione aziendale, e di fornire, in seconda analisi, la struttura dei dati tecnici funzionale alla realizzazione del prodotto finito effettivamente acquistato.
Funzionalità per la completa gestione dei dati tecnici a varianti: attraverso il configuratore tecnico e commerciale J-Flex PSC, il sistema è in grado di generare l’offerta commerciale per il cliente in accordo con il processo di produzione aziendale, e di fornire, in seconda analisi, la struttura dei dati tecnici funzionale alla realizzazione del prodotto finito effettivamente acquistato.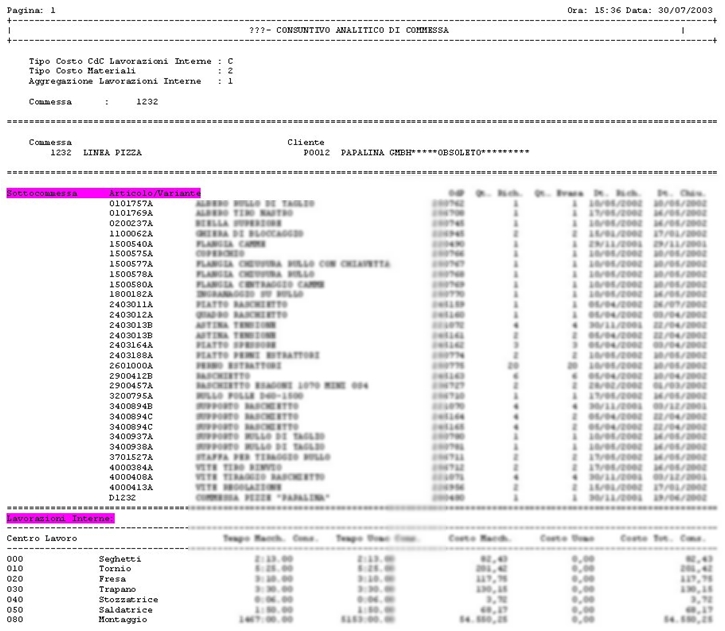 Funzionalità per la gestione e l'ottimizzazione dei costi di commessa, abbinate ad uno strumento di consuntivazione per il monitoraggio degli stessi. Si avvale inoltre di funzionalità per la definizione dei costi preventivi del prodotto.
Funzionalità per la gestione e l'ottimizzazione dei costi di commessa, abbinate ad uno strumento di consuntivazione per il monitoraggio degli stessi. Si avvale inoltre di funzionalità per la definizione dei costi preventivi del prodotto.
 (...)
(...)


 Fondata nel 1978 e con headquarter in provincia di Lecco,
Fondata nel 1978 e con headquarter in provincia di Lecco,  È in questo contesto che nasce la collaborazione con Tecnest e il progetto di implementazione del sistema J-Flex MES per la raccolta dei dati di produzione in tempo reale attraverso l’interfacciamento con le linee automatiche, la completa gestione dello shopfloor con palmari e dispositivi user friendly e dashboard di sintesi per i supervisori di reparto e la completa gestione dei legami di tracciabilità dalle materie prime al prodotto finito e viceversa.
È in questo contesto che nasce la collaborazione con Tecnest e il progetto di implementazione del sistema J-Flex MES per la raccolta dei dati di produzione in tempo reale attraverso l’interfacciamento con le linee automatiche, la completa gestione dello shopfloor con palmari e dispositivi user friendly e dashboard di sintesi per i supervisori di reparto e la completa gestione dei legami di tracciabilità dalle materie prime al prodotto finito e viceversa.
